

Recomendations for the use, truing and dressing of diamond wheels
When using diamond grinding wheels, the following instructions should be observed:
- Grinding wheels are to be mounted on holders or flanges and should not be removed until final usage has occurred
- The tools are to be mounted securely on the machine spindle in accordance with the technical specifications of the equipment used for diamond tool machining
- Metal bonded and vitrified bonded grinding wheels must be used with coolant; coolant is also advisable for resin bonded diamond wheels
- The cleaning of resin bonded diamond wheels is to be performed with a pumice stone, of metal bonded wheels with a green silicon carbide bar made with grit sizes 1 or 2 sizes larger than that of the diamond wheel.
Dressing (truing) of the diamond layer is necessary to restore its shape, eliminate defects from its working surface, and to restore the required profile. As a rule this is performed without coolant. The most productive way of dressing a diamond layer is to grind it with abrasive wheels. The dressing is performed by wheels of white alumina and green silicon carbide with vitrified bonds with grit sizes 1 or 2 sizes larger than those of the diamond wheels. Wheels with a hardness of K-H are necessary for dressing of resin bond wheels and wheels of a hardness of M-K are necessary for dressing of metal bond wheels. The smaller the grit size of the superabrasive material, the softer the dressing tool must be.
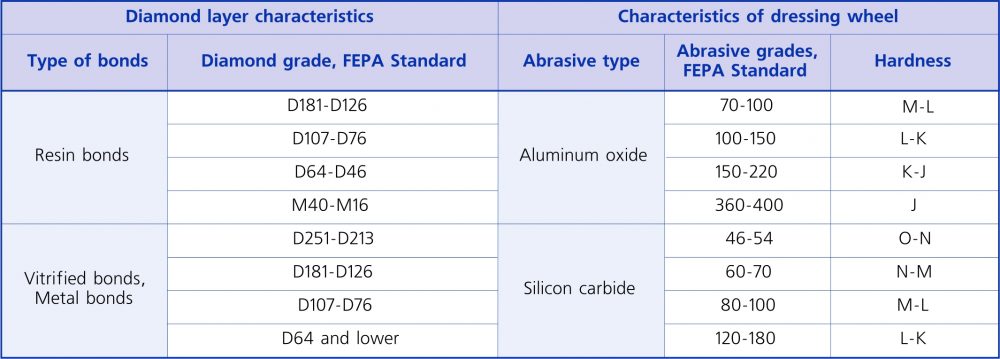
Characteristics of vitrified bonded abrasive wheels for dressing of diamond layer
Conditions of diamond layer dressing



